
O Processo Czochralski, como se puxa um cristal quase perfeito
Uma descoberta acidental, mas não um acidente histórico
Há descobertas científicas que nascem de um programa rigoroso de pesquisa. Há outras que surgem porque alguém erra um gesto banal. O processo Czochralski pertence à segunda categoria, embora seus efeitos pertençam à primeira. Em 1916, o metalúrgico polonês Jan Czochralski, ao estudar a cristalização de metais, mergulhou por engano a pena em um cadinho de estanho fundido, e não no tinteiro. Ao retirar a pena, observou a formação de um filamento metálico contínuo. Não era apenas um fio. Era um prenúncio. A análise posterior mostrou que aquele material podia apresentar estrutura monocristalina.
Guarde esta informação: a indústria contemporânea, com toda a sua litografia extrema, toda a sua microeletrônica, toda a sua obsessão por escala nanométrica, toda a sua fé na precisão, começa num gesto quase doméstico, quase ridículo, quase improvável. Um homem erra o lugar da pena. Um século depois, bilhões de transistores dependem do princípio revelado por esse erro.
A técnica foi inicialmente empregada para estudar velocidades de cristalização, mas, nas décadas seguintes, ganhou outra estatura. Nos anos 1950, Gordon Teal e colaboradores retomaram e aperfeiçoaram o método para o crescimento de monocristais de germânio e, em seguida, de silício, abrindo o caminho para a produção industrial de substratos eletrônicos de alta qualidade. Desde então, o método Czochralski, usualmente abreviado como CZ, tornou-se o principal processo de fabricação de silício monocristalino para a indústria de semicondutores.
E aqui começa a parte realmente interessante: o método parece simples quando descrito em uma frase. Derrete-se o silício, encosta-se uma semente cristalina no banho, puxa-se o material lentamente e obtém-se um cristal único. Mas essa frase esconde quase tudo o que importa. Porque, na prática, o processo não é uma receita mecânica. É uma negociação contínua entre temperatura, fluxo, química, gravidade, tensão mecânica, contaminação e tempo. Em outras palavras: não se produz um monocristal apenas puxando matéria para cima. Produz-se um monocristal impedindo que a física o destrua a cada segundo.
O objetivo real do processo: impor ordem atômica em escala industrial
O propósito do método Czochralski é converter silício policristalino de altíssima pureza em um grande lingote monocristalino, o chamado boule, cuja rede cristalina preserve a mesma orientação ao longo de um volume macroscópico. Não se trata apenas de obter silício sólido. Isso seria trivial. Trata-se de obter um sólido em que os átomos ocupem posições compatíveis com uma única estrutura cristalina contínua, com controle rigoroso de orientação, concentração de dopantes e densidade de defeitos.
Essa exigência é o que torna o processo extraordinário. Um cristal para semicondutores não é apenas matéria sólida. Ele é matéria solidificada sob disciplina e precisão extremas.
Na indústria, o silício utilizado nesse processo é de grau eletrônico, com pureza extremamente elevada. Esse material é colocado em um cadinho de quartzo e aquecido até acima de sua temperatura de fusão, em torno de $1414\,^\circ\mathrm{C}$. Na prática operacional, trabalha-se um pouco acima disso para estabilizar o banho e controlar a interface de crescimento, tipicamente em torno de $1420$ a $1425\,^\circ\mathrm{C}$, em atmosfera inerte, geralmente argônio. A atmosfera não está ali por elegância laboratorial, mas por necessidade: em temperaturas tão altas, qualquer interação química indesejada se converte em defeito, e defeito, nesse contexto, significa perda de desempenho, de rendimento e de dinheiro.
Outra informação que você deve guardar: qualquer interação química indesejada se converte em defeito, e defeito, nesse contexto, significa perda de desempenho, de rendimento e de dinheiro.
O ciclo de crescimento: uma sequência que parece linear, mas é uma luta de correções contínuas
1. Carga e fusão do silício
O processo começa com a inserção de pedaços de silício policristalino no cadinho. Frequentemente, adicionam-se também pequenas quantidades de dopantes, como boro, fósforo, arsênio ou antimônio, conforme o tipo de wafer desejado. O conjunto é então aquecido até formar um banho líquido homogêneo.
Parece simples. Não é.
O banho fundido precisa manter composição química previsível, perfil térmico estável e superfície controlada. O silício líquido é altamente reativo em altas temperaturas e interage com o próprio recipiente que o contém. Portanto, desde o primeiro momento, o processo já traz consigo um paradoxo: o ambiente necessário para produzir um cristal quase perfeito é, ao mesmo tempo, um ambiente que introduz contaminação.
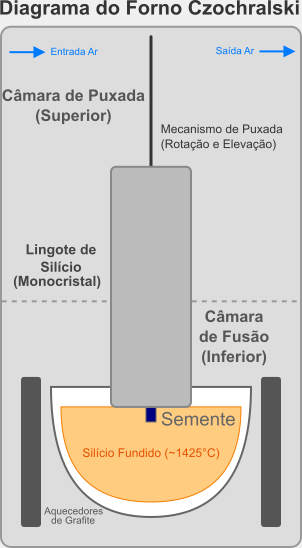
2. Contato da semente com o banho
Uma pequena semente monocristalina, cuja orientação cristalográfica foi previamente definida, por exemplo $\langle 100 \rangle$ ou $\langle 111 \rangle$ (índices de Miller), é aproximada do banho fundido até tocar sua superfície. Essa semente funciona como molde atômico. A solidificação subsequente tende a replicar sua orientação, desde que as condições térmicas e geométricas sejam mantidas dentro de uma faixa muito estreita.
Esse é um dos pontos mais delicados de todo o processo. Se a temperatura estiver alta demais, a semente derrete excessivamente. Se estiver baixa demais, ocorre solidificação descontrolada. Se o gradiente térmico for inadequado, a interface sólido-líquido perde estabilidade. E quando a interface perde estabilidade, o cristal deixa de obedecer a estrutura da semente.
Para sermos mais práticos, imagine a estrutura microscópica do silício monocristalino como uma repetição infinita de minúsculos cubos, as células unitárias. Os números indicam em qual direção geométrica o cristal está apontando ou crescendo:
- Orientação $\langle 100 \rangle$: a direção corre paralela a uma das arestas ou faces do cubo. É como alinhar o crescimento perfeitamente ao longo de uma linha reta horizontal ou vertical.
- Orientação $\langle 111 \rangle$: a direção atravessa o cubo internamente na diagonal, partindo de um canto e saindo exatamente no canto diagonalmente oposto.
Isso é muito, muito importante, porque o funcionamento de um transistor MOSFET depende de criar um canal para a passagem de corrente elétrica sob uma camada isolante, geralmente dióxido de silício ($SiO_2$). A superfície do cristal de silício na fronteira com esse óxido dita o quão bem o canal se forma.
- Ligações pendentes (Dangling bonds): quando o cristal é fatiado para formar o disco, que chamamos de wafer, os átomos de silício que ficam na superfície perdem a continuidade da rede e ficam com “braços” eletrônicos soltos. A orientação $\langle 100 \rangle$ apresenta uma densidade significativamente menor dessas ligações pendentes em comparação com o wafer orientado em $\langle 111 \rangle$.
- Desempenho elétrico: menos ligações soltas na superfície significam menos armadilhas para os elétrons. Isso resulta em uma tensão de acionamento mais estável e em uma mobilidade de carga muito superior. Os chips de ponta usam a orientação $\langle 100 \rangle$. Apesar de a arquitetura dos transistores ter mudado nas últimas décadas, saindo de modelos planos para arquiteturas 3D (como FinFET e GAAFET), o substrato — o disco de silício sobre o qual os transistores são esculpidos — continua sendo o $\langle 100 \rangle$.
3. O pescoço de dash
Após o contato inicial, o cristal é puxado para cima formando uma região estreita, chamada neck ou pescoço, tipicamente com poucos milímetros de diâmetro. Essa etapa, conhecida como Dash necking, tem uma função fundamental: reduzir drasticamente a propagação de deslocações cristalinas provenientes da semente ou geradas no contato inicial.
A lógica é elegante. Ao forçar o crescimento de uma seção muito fina, aumenta-se a probabilidade de que defeitos lineares saiam lateralmente da região de crescimento, em vez de continuarem propagando-se para o corpo principal do lingote. É como estrangular o defeito antes que ele encontre volume suficiente para prosperar.
Perceba a sutileza: a pureza estrutural do grande cristal começa pela fabricação intencional de uma região frágil e estreita. O processo cria uma vulnerabilidade local para evitar uma catástrofe global.
4. Expansão até o diâmetro desejado
Uma vez obtido o pescoço, reduz-se a velocidade de puxada e ajusta-se a potência térmica para aumentar progressivamente o diâmetro do cristal. Essa transição precisa ser suave. O cristal não pode simplesmente passar de alguns milímetros para centenas de milímetros como se isso fosse apenas um problema geométrico. Cada mudança de diâmetro altera o balanço térmico, a curvatura da interface e a distribuição de tensões.
O sistema de controle precisa conduzir o cristal até o diâmetro-alvo, por exemplo $200$ ou $300\,\mathrm{mm}$, sem induzir instabilidades. Não se trata apenas de puxar mais devagar. Trata-se de sincronizar transferência de calor, menisco, rotação, solidificação e geometria.
Na física de fluidos, um menisco é a curva que se forma na superfície de um líquido quando ele entra em contato com um objeto sólido, devido à tensão superficial. Um exemplo cotidiano é a forma como a água sobe levemente pelas bordas internas de um copo de vidro.
No processo Czochralski, o menisco é a ponte de silício líquido que se forma entre a superfície do banho fundido e a base do cristal sólido que está sendo puxado para cima. Quando o cristal sobe, a tensão superficial arrasta uma pequena coluna de líquido junto com ele, erguendo-a acima do nível do tanque antes que ela solidifique. O ângulo e a altura dessa ponte líquida ditam a largura da próxima camada de silício que vai se solidificar.
Se o menisco afinar: isso ocorre se a temperatura subir ou se a velocidade de tração aumentar. A ponte líquida fica mais alta e estreita, fazendo o diâmetro do cristal em formação diminuir.
Se o menisco alargar: isso ocorre se o banho esfriar ou a tração desacelerar. A ponte líquida fica mais baixa e grossa, forçando o cristal a crescer lateralmente e aumentar seu diâmetro.
5. Crescimento do corpo principal
A fase seguinte é o crescimento do corpo cilíndrico do lingote. Agora o objetivo é manter o diâmetro praticamente constante ao longo de um grande comprimento. Para isso, controlam-se a taxa de puxada, a potência do aquecimento, a rotação da haste do cristal e, em muitos sistemas, a rotação do próprio cadinho em sentido oposto.
Essa contrarrotação não é detalhe secundário. Ela modifica o escoamento do banho líquido, influencia a distribuição térmica e afeta diretamente a incorporação de dopantes e impurezas. Em outras palavras, a rotação é simultaneamente ferramenta e fonte de problema. Ela ajuda a homogeneizar o sistema, mas também altera a hidrodinâmica de modo complexo. O processo Czochralski avança assim: toda solução introduz uma nova classe de dificuldades.
A rotação e a contrarrotação criam três problemas importantes:
Estrias de dopagem (Dopant Striations): a rotação do cristal funciona como uma bomba centrífuga, puxando o líquido para cima e arremessando-o para as bordas. A contrarrotação do cadinho empurra o líquido no sentido inverso. O choque entre essas duas correntes de fluido cria zonas instáveis. Se o fluxo oscilar, a espessura da camada limite na interface de solidificação varia continuamente. Isso faz com que os dopantes sejam absorvidos em quantidades desiguais, formando anéis ou espirais de variação de resistividade elétrica ao longo do lingote.
Transporte de impurezas: o cadinho é feito de quartzo. Em altas temperaturas, o silício líquido corrói as paredes do recipiente, liberando oxigênio no banho. O padrão de escoamento gerado pelas rotações determina a quantidade desse oxigênio que será transportada até a base do cristal em comparação com a quantidade que irá evaporar na superfície livre do líquido. Padrões de fluxo desorganizados levam a concentrações heterogêneas de oxigênio no material final, gerando falhas e prejudicando a fabricação de componentes eletrônicos.
Flutuações térmicas e falhas na rede: a contrarrotação tenta uniformizar a temperatura, mas cria células de convecção complexas. Em certos regimes de rotação, massas de líquido mais quentes ou mais frias atingem a interface de solidificação de forma intermitente. Essas oscilações térmicas causam ciclos de microderretimento seguidos de resolidificação rápida, induzindo estresse mecânico e erros de empilhamento atômico na rede cristalina.
6. Cauda e término do crescimento
Ao final do lingote, reduz-se progressivamente o diâmetro formando a chamada cauda. Isso ajuda a encerrar o crescimento de forma controlada e a aliviar tensões na etapa final. Depois disso, o lingote é resfriado segundo perfis rigorosos, pois um cristal pode sair estruturalmente aceitável do banho e ainda assim sofrer dano significativo durante o resfriamento.
O crescimento termina quando o lingote deixa o reator. O risco, não.
O que realmente governa o processo: interface, transporte e instabilidade
A imagem didática de um cristal sendo puxado para cima costuma induzir a um erro conceitual. O centro do processo não está no movimento mecânico de puxada, mas na interface sólido-líquido. É ali que a ordem atômica é selecionada. É ali que dopantes são incorporados. É ali que perturbações térmicas se convertem em defeitos permanentes.
Tudo o que acontece no método Czochralski deve ser lido a partir dessa interface. A questão central é simples de formular e difícil de resolver: como manter uma frente de solidificação suficientemente estável para crescer um monocristal de grande volume sem perder controle composicional e estrutural?
A resposta envolve termodinâmica, cinética de solidificação, transferência de calor, dinâmica dos fluidos e mecânica dos sólidos. Ou seja, envolve justamente a parte da física que se recusa a obedecer a descrições simplistas.
As limitações fundamentais do método
1. Dinâmica de fluidos: o banho líquido nunca está realmente em paz
O silício fundido dentro do cadinho não é um meio estático. Ele se move continuamente. Move-se por convecção natural, causada por gradientes de temperatura e densidade; move-se por convecção forçada, induzida pela rotação do cristal e do cadinho; move-se também por efeitos associados à tensão superficial e, em certos regimes, por interações magneto-hidrodinâmicas quando campos magnéticos são aplicados para estabilização.
Quando o silício líquido se move através das linhas de um campo magnético, duas leis da física entram em ação simultaneamente:
Indução de Corrente: o movimento de um fluido condutor através de um campo magnético gera correntes elétricas internas no próprio líquido, fenômeno descrito pela Lei da Indução de Faraday.
A Força de Lorentz: as correntes elétricas recém-criadas interagem imediatamente com o campo magnético aplicado. Essa interação produz uma força vetorial chamada força de Lorentz.
A mecânica da força de Lorentz atua sempre em oposição ao movimento que a gerou. Na prática, o campo magnético funciona como um freio sem contato físico. Ele aumenta a viscosidade aparente do silício líquido, amortecendo a turbulência e estabilizando as oscilações de temperatura na interface na qual o cristal está se solidificando
Essa movimentação altera o transporte de calor e massa junto à interface de crescimento. Isso significa que a composição local do banho na vizinhança da interface não coincide necessariamente com a composição média do sistema. Em particular, a incorporação de dopantes depende do coeficiente de segregação e da espessura efetiva da camada difusiva próxima à interface.
Em modelos simplificados inspirados no tratamento de Burton-Prim-Slichter, a espessura difusiva efetiva, $\delta$, pode ser relacionada à difusão, à viscosidade e à rotação por expressões como:
\[\delta = 1.6 \, D^{1/3} \, \nu^{1/6} \, \omega^{-1/2}\]em que $D$ é o coeficiente de difusão do soluto no líquido, $\nu$ é a viscosidade cinemática e $\omega$ representa uma escala angular associada à rotação.
Esta é apenas uma relação de escala aproximada sob hipóteses agressivamente simplificadoras. Ainda assim, o que essa equação nos diz, em linguagem simples e direta, é que a camada de difusão não é uma constante metafísica. Ela responde à hidrodinâmica do sistema. Se a rotação muda, se o perfil térmico muda, se o escoamento muda, a forma como o dopante chega à interface também muda. E, quando isso muda, a resistividade local do cristal muda junto.
Daí surgem as chamadas estrias de crescimento, variações espaciais na concentração de dopantes que aparecem como padrões aproximadamente concêntricos ou helicoidais ao longo do lingote e dos wafers. Em um nível de abstração, trata-se de uma não uniformidade composicional. Em um nível industrial, trata-se de uma assinatura do fato de que o processo jamais está em equilíbrio perfeito.
O cristal parece contínuo. O histórico térmico dele, não.
2. O problema não termina quando o cristal vira wafer
É aqui que muita gente erra a escala do problema. As perturbações introduzidas durante o crescimento cristalino não desaparecem magicamente quando o lingote é cortado. Elas são herdadas pelo wafer. E, quando o wafer entra na linha de fabricação, a fotolitografia passa a trabalhar sobre um substrato que não é, nem de longe, tão homogêneo quanto a linguagem publicitária da indústria gosta de sugerir.
As estrias de crescimento, variações locais de dopagem, microvariações de concentração de oxigênio e defeitos associados ao histórico térmico do cristal podem produzir consequências relevantes para a fotolitografia e para as etapas subsequentes de fabricação. Não porque a luz da litografia veja diretamente a rotação do banho, evidentemente, mas porque ela incide sobre um material cuja resposta físico-química foi moldada por essa rotação.
Isso aparece de várias formas.
Primeiro, há não uniformidade elétrica local. Regiões com pequenas variações de dopagem exibem diferenças de resistividade e de potencial de superfície. Em dispositivos modernos, isso afeta limiares de operação, correntes parasitas e uniformidade entre transistores. A litografia pode imprimir com precisão extraordinária, mas ela não corrige um substrato que já nasce com variabilidade embutida.
Segundo, há efeitos indiretos na formação e no comportamento dos filmes. Em etapas posteriores, como oxidação térmica, deposição, implantação iônica e recozimento, regiões com composição ou defeitos ligeiramente distintos respondem de modo ligeiramente distinto. O resultado pode ser variação na espessura de óxidos, na ativação de dopantes, na taxa de ataque químico e na planicidade final. A fotolitografia, que depende de foco, overlay, controle dimensional e uniformidade de superfície, sofre quando o wafer não oferece uma base fisicamente homogênea.
Terceiro, há o problema da nanotopografia e da deformação local do wafer. Defeitos cristalinos, tensões residuais e precipitados podem contribuir para pequenas variações de curvatura ou planicidade. Em escalas antigas isso podia ser tolerável. Em litografia avançada, em que profundidade de foco, alinhamento entre camadas e controle de dimensão crítica são brutalmente exigentes, uma pequena variação geométrica torna-se um problema gigante.
Em síntese: a rotação do líquido durante o crescimento não estraga a fotolitografia de forma direta, como se um redemoinho deixasse uma marca visível no chip. O que ela faz é mais sofisticado e mais perigoso. Ela participa da construção de um substrato com heterogeneidades térmicas, químicas e estruturais que mais tarde reaparecem como variabilidade de processo, perda de uniformidade e redução de rendimento.
A litografia imprime padrões. Quem decide se esses padrões viverão sobre um território estável é o cristal.
3. Contaminação pelo cadinho: o recipiente participa da química, queira-se ou não
O cadinho usado no método Czochralski é usualmente de quartzo, isto é, $\mathrm{SiO_2}$. À primeira vista, isso parece conveniente, porque o cadinho compartilha elementos químicos com o próprio silício. Um olhar detalhado percebe o problema: em temperaturas de operação, o silício líquido dissolve parcialmente o quartzo, e o oxigênio do $\mathrm{SiO_2}$ passa a ser incorporado ao cristal em crescimento.
Esse oxigênio pode permanecer em solução intersticial, pode formar complexos com outros defeitos ou pode precipitar durante etapas térmicas posteriores do processamento do wafer. Nem toda presença de oxigênio é necessariamente indesejada, e em certos contextos ele pode até contribuir para resistência mecânica ou para internal gettering. Mas o ponto importante aqui é outro: sua concentração precisa ser conhecida e controlada. O que a indústria quer não é pureza mística. É previsibilidade físico-química.
Em etapas térmicas posteriores do processamento do wafer, especialmente em tratamentos na faixa de aproximadamente $450^\circ \mathrm{C}$, o oxigênio intersticial dissolvido no silício pode reorganizar-se e formar complexos defeituosos eletricamente ativos, tradicionalmente conhecidos como thermal donors. O ponto importante é que não se trata de uma dopagem deliberada no mesmo sentido em que se adiciona fósforo ou boro ao cristal durante o crescimento. Trata-se, antes, do surgimento de centros doadores associados à evolução térmica de complexos de oxigênio no interior do material. A consequência prática é uma alteração não planejada das propriedades elétricas do wafer, cuja intensidade depende da concentração inicial de oxigênio, do histórico térmico, da presença de outros defeitos e impurezas e do tempo de exposição à temperatura.
Em material do tipo $n$, a formação desses centros doadores pode contribuir para modificar a concentração efetiva de portadores e, portanto, a resistividade final. Em material do tipo $p$, esses defeitos podem introduzir compensação elétrica parcial, alterando o comportamento esperado do cristal e reduzindo a previsibilidade dos parâmetros do dispositivo. O essencial, portanto, não é afirmar que o oxigênio simplesmente passa a funcionar como um dopante convencional, mas reconhecer que ele pode gerar defeitos eletricamente ativos capazes de perturbar o balanço elétrico originalmente projetado para o wafer.
Para ser honesto nem tudo relacionado ao oxigênio sequestrado do cadinho é problema. Durante a fabricação de circuitos integrados, impurezas metálicas, como ferro, cobre e níquel, contaminam o silício acidentalmente. Se esses metais ficarem na superfície do wafer, região na qual os transistores operam, eles causam curtos-circuitos e vazamentos de corrente, inutilizando o processador.
Além do oxigênio, há também a incorporação de carbono, geralmente associada a componentes de grafite presentes no sistema térmico. Embora costume aparecer em concentrações menores do que o oxigênio, o carbono não é quimicamente neutro no interior do cristal. Ele pode interagir com defeitos pontuais, com oxigênio e com outros complexos formados ao longo do histórico térmico do material, modificando a cinética de agregação de defeitos e influenciando propriedades elétricas e estruturais do wafer. Em outras palavras, o problema não é apenas a presença isolada de impurezas específicas, mas a forma como essas espécies participam, em conjunto, da evolução defeituosa do cristal durante o crescimento, o resfriamento e os tratamentos térmicos subsequentes. Em silício Czochralski, a previsibilidade elétrica do material depende justamente de manter sob controle esse ecossistema de impurezas e defeitos, e não apenas de minimizar uma única espécie química.
Portanto, o cristal Czochralski nunca cresce isolado. Ele cresce em diálogo químico com o reator. E esse diálogo não é opcional.
4. Tensões térmicas: um cristal gigante não perdoa gradientes mal administrados
Agora chegamos a uma das dificuldades menos intuitivas para quem imagina o processo apenas em escala microscópica. Um lingote moderno pode ter centenas de milímetros de diâmetro e grande comprimento. Isso significa massa térmica elevada, resfriamento prolongado e gradientes internos relevantes. O centro do cristal e sua periferia não percorrem exatamente a mesma história térmica.
Quando esses gradientes produzem tensões acima da resistência efetiva do silício naquela faixa de temperatura, surgem deslocações por escorregamento cristalográfico, fenômeno conhecido como slip. Em termos simples, planos atômicos deslizam uns sobre os outros. Em termos menos simples, o cristal deixa de ser o cristal que a indústria precisa.
Essas deslocações funcionam como centros de degradação eletrônica e mecânica. Para dispositivos, isso pode significar recombinação aumentada, piora na mobilidade, aumento de correntes de fuga e queda de rendimento de fabricação. O defeito mecânico torna-se defeito funcional.
É importante perceber o encadeamento causal. O problema não está apenas na etapa de crescimento, mas na história termomecânica completa do lingote. Um cristal pode ter sido bem orientado, bem dopado e ainda assim ser condenado por um resfriamento inadequado. A perfeição estrutural não depende apenas de como ele nasce, mas de como ele atravessa o calor.
5. A perda por serragem: parte do cristal vira pó antes mesmo de virar tecnologia
Aqui aparece um fato industrialmente brutal e pedagogicamente útil: uma fração relevante do silício purificado jamais chega a existir como wafer funcional. O lingote precisa ser cortado em fatias por serras de fio, usualmente com fio diamantado ou sistemas abrasivos de altíssima precisão. Esse corte, porém, não é matematicamente fino. Ele tem espessura efetiva. E essa espessura se converte em perda material.
Essa perda é conhecida como kerf loss. A cada wafer serrado, uma faixa de silício equivalente à espessura de corte é removida e transformada em resíduo particulado. Graças a esse corte a perda aproximada apenas na etapa de fatiamento com serra de fio diamantado fica entre $10\%$ e $15\%$ do volume da seção reta do lingote. Em linguagem menos cerimoniosa: o processo destrói o cristal que acabou de custar uma fortuna energética para ser produzido.
O absurdo físico-econômico é evidente. Primeiro, a indústria gasta enorme quantidade de energia, tempo e infraestrutura para obter um monocristal de alta pureza. Depois, ao transformá-lo em wafers, destrói uma fração substancial dessa matéria sob a forma de lama, pó ou resíduos de serragem. Não se trata de detalhe marginal. Em produção em larga escala, isso representa impacto direto no custo, no aproveitamento de matéria-prima e na eficiência global da cadeia.
Além disso, o corte introduz dano mecânico subsuperficial. Microtrincas, tensões residuais e rugosidade não são acidentes fortuitos; são consequências normais da interação mecânica entre o fio e o silício. Por isso os wafers precisam passar por etapas adicionais de retificação, ataque químico, polimento e planarização química e mecânica. O wafer não sai do corte pronto para a fotolitografia. Ele sai machucado e precisa ser curado.
Essa observação é importante porque recoloca o problema em seus termos corretos: a fabricação do substrato semicondutor não é apenas um problema de crescimento cristalino, mas também um problema de transformar um corpo macroscópico em lâminas finas sem destruir, no processo, a própria qualidade que se tentou construir.
Embora o kerf represente até $15\%$ de perda em pó, a perda global do lingote Czochralski é consideravelmente maior. Desde a saída do tanque até a obtenção da bolacha polida, descarta-se cerca de 40% a 50% do peso total do cristal. Isso ocorre por conta de outras etapas de adequação geométrica:
Corte de extremidades: o cone superior, próximo à semente, e a cauda do lingote são serrados, pois não possuem o diâmetro comercial e acumulam os resíduos segregados na solidificação.
Retificação e chanfro: o lingote bruto apresenta ondulações de diâmetro. Ele passa por uma retífica cilíndrica pesada para atingir o formato de um cilindro perfeito.
Remoção de dano (Lapping e CMP): a serra diamantada deixa microfissuras na superfície do cristal. Após o fatiamento, usa-se polimento químico e abrasivo para desgastar a superfície até expor o silício perfeitamente plano e livre de estresse, reduzindo ainda mais a massa de cada wafer.
6. A perda geométrica: a natureza entrega discos, a indústria quer retângulos
Há ainda uma segunda forma de desperdício, menos espetacular do que a serragem, mas igualmente inevitável. O método Czochralski produz lingotes cilíndricos. Esses lingotes, quando cortados, geram wafers circulares. Mas os circuitos integrados, por razões óbvias de projeto, organização de área e empacotamento, são em geral retangulares ou quadrados.
Daí nasce uma incompatibilidade geométrica incontornável. Ao preencher um disco com retângulos, sempre haverá áreas de borda que não podem ser aproveitadas integralmente. Quanto mais próximo da periferia do wafer, maior a probabilidade de sobrar área morta, de haver dies incompletos ou de existir região que, mesmo tecnicamente processável, não seja economicamente interessante para produção.
Em outras palavras: mesmo que o wafer fosse perfeito, mesmo que não houvesse defeitos, mesmo que a litografia fosse impecável, ainda assim parte do material estaria condenada pela geometria.
Esse problema torna-se ainda mais interessante quando lembramos que a borda do wafer já é, por si só, uma região menos amigável. Efeitos de uniformidade de deposição, gravação, temperatura, planicidade e manejo mecânico tendem a ser mais difíceis ali. Assim, a área geometricamente menos aproveitável costuma coincidir com uma área processualmente mais delicada.
É por isso que o aumento do diâmetro do wafer melhora o aproveitamento relativo, embora nunca elimine completamente o problema. Wafers maiores permitem acomodar mais dies por unidade de perímetro, reduzindo proporcionalmente a perda de borda. Mas não anulam a diferença fundamental entre um disco e um retângulo. A geometria continua sendo um imposto silencioso sobre a produção.
7. Escala industrial e controle de defeitos: quanto maior o cristal, menor a indulgência do processo
A busca industrial por lingotes cada vez maiores responde a motivos econômicos evidentes: wafers maiores produzem mais chips por ciclo e melhoram a produtividade por equipamento. Mas o aumento de diâmetro transforma o processo em um problema ainda mais severo de estabilidade térmica e mecânica.
Quando se cresce um cristal de $300\,\mathrm{mm}$, a janela operacional se estreita. Pequenas flutuações de temperatura, pequenas assimetrias no fluxo ou pequenas variações na potência de aquecimento podem ter efeitos macroscópicos. A escala amplia produtividade, mas também amplifica vulnerabilidades. A física que era administrável em diâmetros menores torna-se mais rígida, mais cara e mais sensível em diâmetros maiores.
Isso explica por que a evolução da indústria de wafers não consistiu apenas em fazer fornos maiores. Foi necessário desenvolver controle mais sofisticado, modelagem térmica mais refinada, instrumentação mais precisa, estratégias de redução de turbulência e, em muitos casos, aplicação de campos magnéticos para amortecer convecções indesejadas. O crescimento de cristais, em escala industrial, não evolui por força bruta. Evolui por governança da instabilidade.
8. Consumo energético: a perfeição cristalina é lenta e cara
Um dos fatos mais importantes sobre o método Czochralski é também um dos menos glamorosos: ele é energeticamente oneroso. Crescer um monocristal de alta qualidade exige manter centenas de quilogramas de material a temperaturas superiores a $1400\,^\circ\mathrm{C}$ durante períodos prolongados. Além disso, a taxa de puxada é baixa, frequentemente da ordem de milímetros por minuto para cristais grandes e de alta qualidade.
Isso significa que o processo consome tempo, energia, infraestrutura térmica e capital de equipamento em níveis substanciais. Não se trata apenas do custo da eletricidade. Trata-se do custo sistêmico de sustentar um ambiente de crescimento estável por longas durações, com controle fino e baixa tolerância a falhas.
Um processo lento. Muito lento. Tipicamente, a produção de um lingote de silício monocristalino de $300 \mathrm{mm}$ de diâmetro, que pode pesar mais de $300 \mathrm{kg}$ e medir até 2 metros de comprimento, consome entre 70 e 100 horas apenas para a etapa de puxada. O ciclo completo da máquina dura entre 4 e 6 dias ininterruptos.
A lentidão aqui não é ineficiência administrativa. É uma imposição física. Crescer rápido demais degrada a qualidade cristalina. Crescer com pouca energia inviabiliza a estabilidade térmica. Crescer barato demais compromete o controle. A indústria não opera lentamente por gosto. Opera lentamente porque a ordem atômica, em grandes volumes, custa caro.
O paradoxo central do processo Czochralski
Chegamos, então, ao núcleo conceitual do problema. O método Czochralski domina a produção de silício monocristalino não porque seja fisicamente impecável, mas porque, apesar de suas imperfeições estruturais, químicas, geométricas e energéticas, ele oferece o melhor compromisso histórico entre escala, custo relativo, qualidade e maturidade industrial.
Esse ponto merece ser dito com clareza. O processo não venceu porque eliminou os defeitos. Venceu porque aprendeu a administrá-los. Não venceu porque domou completamente a termodinâmica. Venceu porque construiu uma engenharia capaz de conviver com ela. Não venceu porque produz cristais ideais em sentido absoluto. Venceu porque produz cristais suficientemente controlados para uma indústria inteira ser construída sobre eles.
Essa é a marca de processos tecnológicos maduros: não são os que aboliram a física adversa, mas os que institucionalizaram modos reprodutíveis de negociar com ela.
Porém, existem processos melhores…